About the method of reducing the cost of die cutting machine
In the face of increasingly serious market competition, manufacturers will control costs, reduce the purchase price, and spend a lot of time on auxiliary materials and auxiliary materials in order to obtain rapid order information from carton packaging factories. Many dealers are forced to show cheap products. As the saying goes, “you get what you pay for”. While many manufacturers have reduced product costs, many are bearing hidden damage and hidden costs have risen.
Therefore, in the die cutting process, this hidden cost increases, that is to say, the potential cost reduction of indoor space is mainly manifested in: large consumption and high failure rate. This is fatal. It is not very easy to increase the market price for many months month on month, but it is much easier to increase the output rate of many points.
The hourly cost of the die cutting speed of the die cutting machine. The larger the qualified finished product produced by the enterprise within the time period, the lower the enterprise’s commodity share of the fixed cost will be. The increase in speed does not necessarily require the purchase of more expensive die cutting equipment, the current die cutting equipment can guarantee it.
Cost and risk of inventory items. A lot of assets are covered by accounts receivable and backlog, seriously jeopardizing working capital. It is very easy to find a good dealer to control costs and reduce receivables by a large margin. To improve output and speed, depending on the many different types of die cutting raw materials, convenient supply methods, the structure and level of the dealer’s inventory must be investigated and measured. How to reduce wear and tear in the die cutting process? Wear and tear represent substandard products, not products that include debugging, waste during processing, repairs including substandard products, and brush sales, all of which represent damage.
At this time, it is necessary to shut down frequently, and just start the repair work, such as changing the tool, subsidizing the sponge, and even changing the die cutting board. There is no way to quantify the damage caused by this situation, and the manufacturing and planning units are too confused by this. When this kind of problem exists, who wants to increase the speed of the die cutting machine? There are always a lot of problems, so it is understandable that the speed cannot be improved. The resulting situation is that “it’s all normal”, people tend to accept “all normal wear and tear”, “all normal” die cutting machine speeds.
For the production and processing method of the handle, the die cutting machine mainly needs to accurately locate the material, so the requirements for the paper change and feeding are relatively high. During the paper change period, the material can be worn through multiple shafts and stuck with the card position. Precise positioning and review the deviation of the material, so that the die cutting effect of the die cutting machine will be much better.
At the stamping die level, many people like to align the rockers in parallel to facilitate the first layer process to discharge waste, and some may separate the rockers to save materials. This kind of behavior is theoretically easier to save materials, but it is a troublesome thing about the second shearing. I feel that the most ideal typesetting design is to arrange the joystick with only words, so that even if you have a deviation in the precise positioning, you can deviate as much as possible inward, and do not allow too much glue to go out on the joystick. Auxiliary material die cutting has done the most number of sets again, probably belongs to the category of covering soil nets, and perhaps some companies do different types of goods.
The most common technique that requires re positioning is to punch precise positioning holes and use small round holes for precise positioning. This requires the selected bottom paper to be solid, and it is best to use release film, so that in the period of precise positioning and shearing again Just have a solid support. When punching the precise positioning holes, it is best to cut them off multiple times to remove the waste. Some people want to take a break and deliberately leave the precise positioning holes without punching, which saves the process of scraping the mud wall protection, and it is not easy to do All the machinery and equipment are full of waste.
This method can indeed be said to be a good method for goods with too low requirements, but for goods with high requirements, the accuracy of the set will be compromised. During the first punching, the material should be clamped tightly, and it should not be loose or tight. It must be straight, and it should not be biased. The abrasive tool and the material should be straight, which will immediately endanger the second set. When the second set is set, the material is fed at the front, and there must be no support for pulling the material, and it is not easy to drive the material on the equipment when the waste is discharged at the back. There is a deviation in several material tubes, which is considered to be the doubt of the abrasive tool. The abrasive tool can be reviewed. The focus point of the lower die seat of the unilateral deviation adjustable die cutting machine. The staff has a standard deviation. Modify the pulling distance according to the situation.
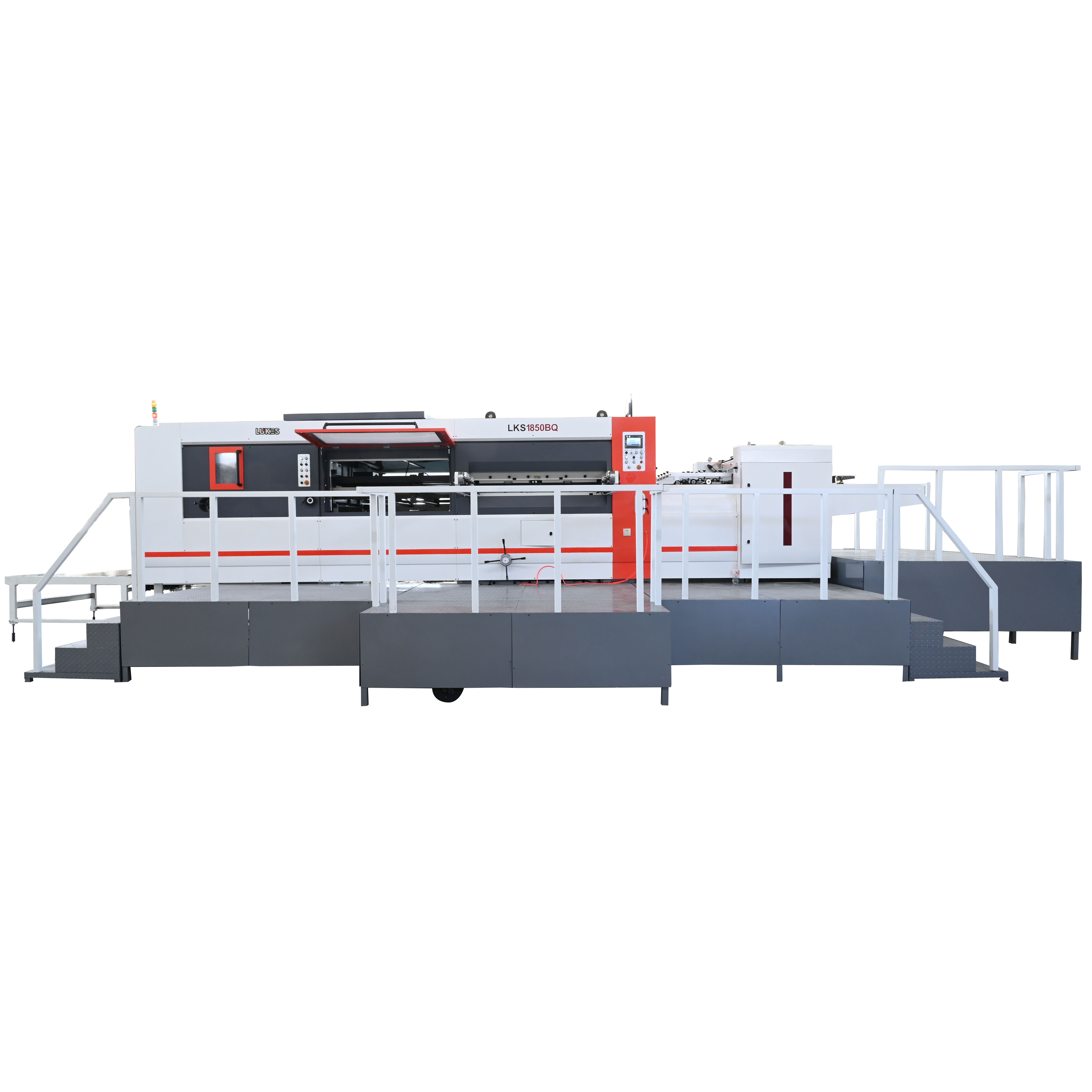
There are many types of die cutting machines: automatic die cutting machine, automatic die cutting machine, circular die cutting machine, self adhesive label die cutting machine, flat die cutting machine, hot stamping die cutting machine, manual die cutting machine machine, flat die cutting machine, packaging and printing die cutting machine. Die cutting machine can be widely used in carton, label, packaging and decoration industries.
The whole process of the key processing technology of die cutting and imprinting is: plate up→adjusting the working pressure→clearing the old rules→pasting the auxiliary materials of the board→hydraulic test die cutting→announced die cutting and imprinting→stripping→finished product winding or cutting One piece → grade packaging. The die cutting process is the most common processing process for packaging promotional materials, that is to say, a die cutting knife is used to form a die cutting plate according to the sample drawings specified in the design product. A forming process in which the material is rolled and cut into the desired shape or incision.
The embossing process is to use a wire cutter or a wire die to press a small group of line marks on the steel plate according to the effect of the working pressure, or use a rolling wheel to bend the plate according to the predetermined part. The general die cutting and imprinting process is to form a die cutting knife and a wire cutter in the same template, and to carry out die cutting and imprinting production and processing together on a die cutting machine, commonly known as die cutting.
The die cutting machine process is the most common process for packaging printed products, that is, a die cutting knife is used to form a die cutting plate according to the sample drawings specified in the design product. Forming process that requires a shape or a cut. The embossing process is to use a wire passing knife or a wire passing die to press a small group of line marks on the steel plate according to the effect of the working pressure, or use a rolling wheel to bend the plate [1] according to the predetermined position. The general die cutting and imprinting process is to form a die cutting knife and a wire passing knife in the same template, and to carry out die cutting and imprinting production and processing together on a die cutting machine, commonly known as die cutting. The key process of die cutting and imprinting is introduced in detail. The whole process of die cutting and imprinting is as follows: plate up→adjusting working pressure→clearing old rules→pasting plate auxiliary materials→hydraulic test die cutting→announced die cutting and imprinting→stripping→finished product winding Or cut a piece → grade packaging

The die cutting machine is mainly used in the die cutting, embossing and cold pressing embossing of cartons, trademark logos, birthday cards, etc. in the industrial production of paper packaging and interior decoration. The types of die cutting machines are mainly divided into three types: round flat, round pressing and flat laying according to the different pressing methods. The way of placing the template can be divided into two types: vertical and vertical.
According to the level of automation, there are two types: manual and fully automatic. From the functional point of view, in addition to being able to die cut, it also has a hot stamping function, also known as a hot stamping die cutting machine, and some also have a fully automatic stripping function, also known as a stripping die cutting machine. The characteristics of the circular die cutting machine are that it has line touch, small die cutting working pressure, and high production output power. It can be combined with water based copiers, offset printing machines, gravure printing machines and other printers for online die cutting , so the effective category is common.
According to some trademark die cutting machine manufacturers, at this stage, in order to consider the production and manufacturing regulations of the manufacturing industry, the sales market has more requirements for trademark logo die cutting machines, and the application of flat die cutting machines is more and more For generality, the following is a detailed introduction by Xiaobian.
In fact, the corner of the die cutting machine has an important influence on its characteristics. When the corner of the main shaft bearing is 0° 156.5°, the upper die starts from the bottom point of the stroke arrangement, and is pushed up by the six bar structure in the plan view. Move to the predetermined die cutting position, and carry out stamping die cutting, but the unique transmission gear set has no gearing movement, and the sprocket chain is in a stationary state. The yellow clip is in the paper clamping position, and when the corner of the main shaft bearing is 156.5° 360°, the upper die is in the die cutting position, and moves quickly and rapidly to the bottom point of the itinerary, which is the starting point of the next cycle time. At this time, the unique transmission gear set The transmission gear engages in gear engagement, and pushes the sprocket chain movement to carry out the paper feeding movement.
With the widespread application of trademark logo die cutting machines in the manufacturing industry, the productivity of goods has been comprehensively improved and the cost of human resource management has been reduced.
First of all, the precise positioning of the foam strip is precisely defined in the operation process to ensure that the die cut product is the same as the template, the pattern must comply with the layout design regulations, and the template must be placed in the backing plate, adjust the placement angle according to the manufacturing conditions, and adjust carefully Die cutting gap, before adjusting, put the die cutting shaft gap into a sufficient amount. According to the thickness of the cardboard, adjust the adjustment wheels on both sides at the same time, and gradually adjust until the cardboard is cut off. In addition, the transportation should be checked before production. Whether the belt is tight and loose and well proportioned, and when starting manually, focus on the spirit. When adjusting the self travel, pay attention to the length of the operating table to avoid the backing plate breaking through the operating table. It is best to always check whether the parts are damaged. If it is found that it is not good, it should be repaired immediately.
The round logo die cutting machine is a very popular machine at this stage. With its excellent characteristics, it has been widely used in the manufacturing industry, further improving the progress of production.
Usually, the plate table and the pressing and cutting structure of the machine equipment are all barrel shaped. During the work, the paper feeding roller will send the cardboard to the middle of the pressure plate barrel and the working pressure barrel, and the two will pinch it and roll it. Compression molding, stencil rolling and barrel turning for seven days is a working cycle system. The die cutting method of the circular die cutting machine can also be divided into two types: hard cutting and soft cutting. The hard cutting method refers to the forced contact between the die cutting knife and the surface of the working pressure drum during die cutting, so the die cutting knife is very easy. The damage and soft cutting rule means that the surface of the working pressure drum is covered with layers of rubber products. When die cutting, whether the hob has the necessary amount of choice can not only maintain the hob, but also ensure complete disconnection, but it needs to be Regularly remove and replace the plastic layer, because the actual effect has a certain difference, so it must be used accurately.
Shandong Lukes Machinery is a manufacturer specializing in the production of flatbed die cutting machines. Currently, the most popular models are corrugated paper semi automatic/automatic die cutting machines. Products have been sold to dozens of countries around the world.