Automatic Die Cutting Machine FAQ
During the working process of automatic die cutting machine, there will be problems such as low precision, which will affect the smooth progress of production.
The following is the specific troubleshooting method for the relevant problems sorted out by Lukes Machinery, so that after the die cutting machine has a problem, the operator can analyze the specific problem to find out the cause of the failure, and take corresponding measures to solve it.
1.Automatic die cutting machine has low precision
(1) The die cut version itself has errors
The production methods of die cutting plates mainly include manual plate making and laser plate making. The precision of laser plate making is relatively high, and the design and cutting are completed by computer and machinery, which is suitable for die cutting of medium and high end packaging; manual plate making requires the technical level of the plate maker. High, suitable for medium and short package die cutting with low precision requirements.
(2) Cardboard rules are different
First of all, it is necessary to distinguish whether this is caused in the printing process or in the die cutting process. Before die cutting, you should first check whether the rules of the printed matter are consistent, and then check whether the adjustment of the paper feeding part, the rule positioning part, and the delivery chain part of the die-cutting machine is appropriate.
(3) The die cutting indentation is inaccurate with the printing position
The solution is to recalibrate the die cutting plate according to the product requirements, and it can also be corrected by adjusting the positioning rules on the paper conveying side or the front positioning rules.
(4) The working environment is different
The different working environment of die cutting indentation and printing will cause deformation of paper fibers, resulting in low die cutting accuracy. It should be ensured that the die cutting indentation and printing are carried out in the same working environment, or to ensure the identity of the entire working environment (ie the same temperature and humidity, etc.). In addition, die-cutting pretreatment should be performed on the glazing and laminating paper to minimize the influence of paper deformation on the die-cutting accuracy.
2. “Dark Line” or “Explosive Line” Appears
“Dark line” refers to the indentation line that should not be there; “exploded line” refers to the breaking or partial breaking of the paper fiber due to the excessive die cutting indentation pressure exceeding the bearing limit of the paper fiber.
(1) The indentation bottom mold and indentation line are not suitable
(2) The pressure of the Automatic die cutting machine is not suitable
When the whole plate pressure is adjusted to be able to cut through 70% to 80% of the die cut part of the printed product, local pad adjustment can be performed.
(3) The thickness of the pad paper is inaccurate
Because the paper pad is too low or too high to cause “dark lines” or “exploded lines”, the adjustment method is to re pad the paper.
(4) The paper quality is too poor or the water content of the paper is too low
Due to the change of water content, the brittleness of paper increases and the toughness decreases, and it will also produce “burst lines”, which can be solved by increasing the environmental humidity.
In addition, when die cutting a small box of hard cigarette packs, since the indentation lines in some positions are very close, if the height of the indentation line is configured according to the normal situation, the paper will have a large pulling force during die cutting and indentation, resulting in ” burst”. At this time, try to minimize the tension on the paper. A better method is to reduce the height of the indentation line, which is generally 0.1 to 0.2 mm. Usually, the lowering height of the indentation line should be determined according to the thickness of the paper. The paper with a basis weight of more than 350g/m2 should be reduced by 0.2mm, and the paper below 350g/m2 should be reduced by 0.1mm.
3. Die cut loose board
(1) Die cut connection points are small and few
If the job is complex or there are many arranged jobs, the die cutting connection points will be small and few, and the die cutting is prone to loose plates, which requires an appropriate increase in the number of connection points.
(2) The die cutting tape is too soft
If the die cutting tape is too soft, the paper cannot be smoothly separated from the die cutting knife or the indentation line, and it is easy to cause loose plates. The high quality die cutting tape with high hardness and good elasticity should be replaced.
(3) Die cutting knife, die cutting paper
The die cutting knife is not sharp, and the paper to be die-cut is too thick, which will cause the knife to clamp and cause a loose plate failure. Properly adjust the die cutting pressure, and replace the die cutting knife if necessary.
The above is all the content compiled by Lukes Machinery. In normal work, we need to check on time and point, regular maintenance, and timely troubleshooting. Pursue accident free, high efficiency and efficient production.

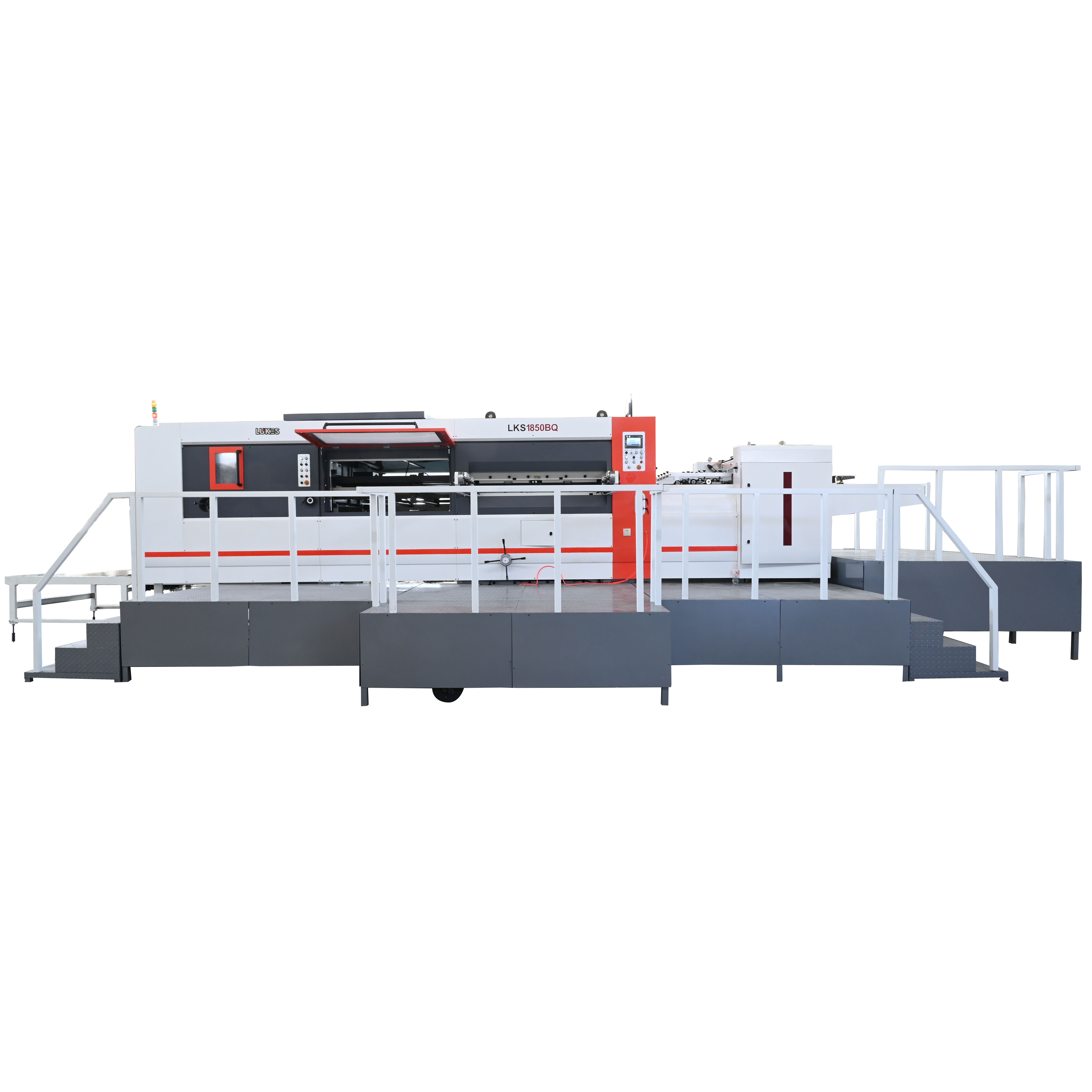
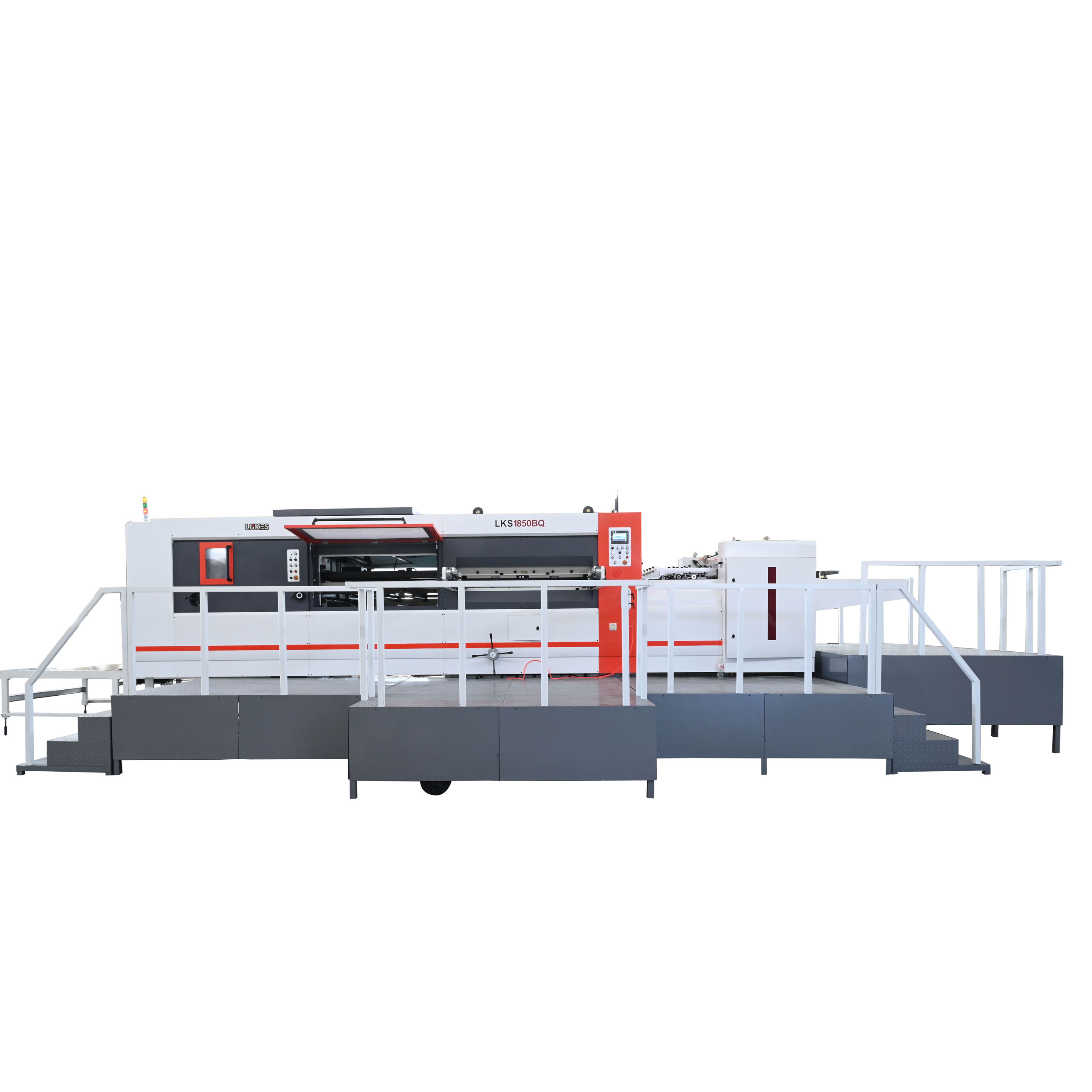
(LKS1650G High Speed Automatic Die Cutting Machine)
LKS1650G Automatic die cutting machine adopts advanced technology, which enables higher production speed, shorter preparation process and high quality, and is specially used for all kinds of corrugated products (color mounted, coated white board, yellow board box).
When the production speed of LKS1650G Automatic die cutting machine reaches 5500 sheets/hour, the die cutting accuracy can still reach a very high level.